






































Differences Between Hot-Rolled, Cold-Rolled, and Forged Bars
There are multiple ways to manufacture metal bars. When making a purchase decision, it’s important to consider three core factors—delivery time, order volume, and quality requirements—along with the final application.
Depending on material properties and intended use, bar manufacturing can be carried out through hot rolling, cold rolling, or hot forging.
“Material properties” refer to how different materials require different deformation methods — many of them are not suitable for cold rolling.
“Intended use” refers to how customers will process or apply the material later, as well as economic considerations in production.
This article provides a clear comparison of the three main bar manufacturing methods—hot rolling, cold rolling, and forging—explaining their process characteristics, performance differences, and ideal use cases to help you make informed procurement decisions.

What Is Hot-Rolled Bar?
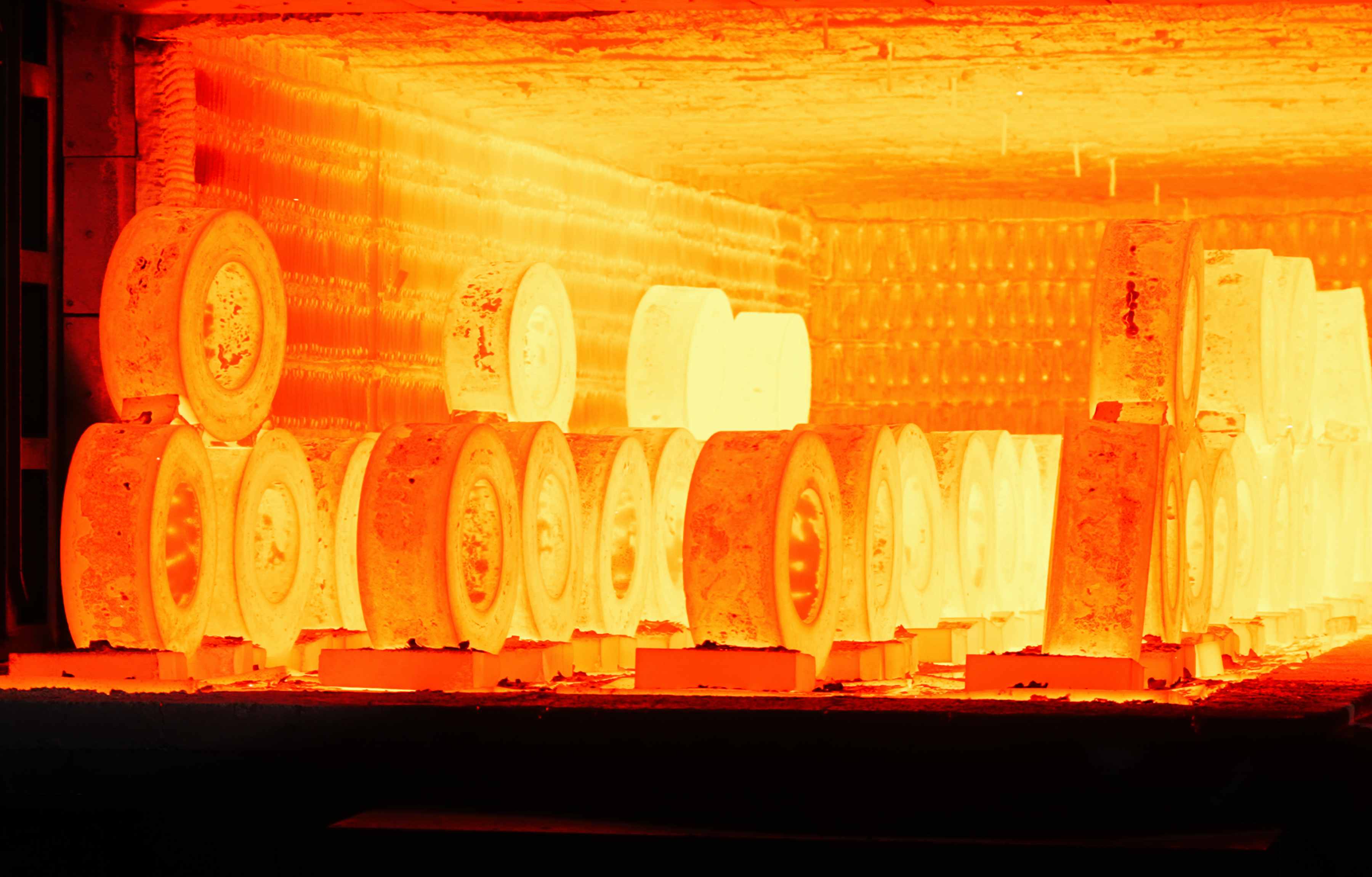
The hot rolling process starts by heating a metal billet to above 540°C—a temperature that exceeds the metal’s recrystallization point, making it more malleable. The heated billet is then passed through flattening or rolling equipment to achieve the desired bar shape.
This heating step is crucial. It changes the internal structure of the metal: irregular, fibrous grains rearrange into more uniform, block-shaped grains, significantly improving the material’s strength and ductility.
Hot rolling is fast and well-suited for both small and large batch production. However, because the metal shrinks during cooling, dimensional tolerances are larger, and the surface may show deformation, uneven thickness, or oxide scale (a rough surface layer). Therefore, for applications requiring high precision, additional machining or surface finishing is often needed.
What Is Cold-Rolled Bar?
Cold rolling builds upon the hot rolling process by adding one more key step. After the hot-rolled bar cools to near room temperature, it is drawn through a die or gradually rolled again for further shaping.
This extra step causes the bar to “harden”—a process known in the industry as strain hardening, which happens after the metal’s internal structure has stabilized through recrystallization. However, the extent of hardening depends on both the metal grade and the prior hot rolling process.
Cold-rolled bars offer higher dimensional accuracy, better straightness, and improved yield strength. They are suitable for both small-scale and batch production. Since cold rolling involves additional drawing or re-rolling steps, it has a longer production cycle, which can extend delivery time. On the other hand, cold-rolled bars usually don’t require extra machining and have smoother surfaces with less oxide scale.
What Is Forged Bar?
The forging process is similar to hot rolling in that it starts with heating the billet to a plastic state. The difference is that forging doesn’t rely on rollers—it uses hammers or presses to shape the bar to near-final dimensions, forcing the metal to flow and reorganize under multi-directional pressure.
During forging, a minimum 3:1 reduction ratio is achieved, refining the grain structure and increasing material density. This also eliminates internal voids and centerline defects. After forging, the bar is typically flattened or rounded to achieve a smooth surface finish.
Forged bars combine the advantages of both hot and cold rolling. They offer high efficiency and strength, maintain good dimensional stability during cooling, and feature superior internal compactness that results in higher yield strength.
Another key benefit of forging is its wide size adaptability—it can produce bars in much larger diameters than hot or cold rolling allows. Forged bars can also be customized to meet specific material or dimensional requirements.
Although hot-rolled, cold-rolled, and forged bars are produced using different methods, they share the same forming principle: applying pressure to a metal billet to reduce its thickness or alter its cross-sectional shape, transforming it into a bar with the required dimensions and length.The key differences lie in processing temperature, forming method, and production steps, which lead to unique performance traits and application ranges for each process.

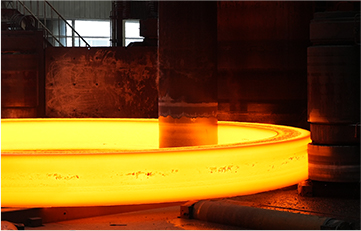
Forged bars produced by Iraeta
Conclusion: Choosing the Right Process for Your Needs
Hot rolling, cold rolling, and forging each serve different engineering goals.
Hot rolling offers efficiency and cost-effectiveness, cold rolling ensures precision and consistency, while forging delivers unmatched strength and structural integrity.Choosing the right process means finding the best balance between performance, cost, and lead time.
If you’re exploring bar solutions or seeking higher reliability for critical components, Iraeta’s bar forging team is ready to support you with professional consultation and technical expertise.

Ultra-long bars produced by the GFM RF100 2000-ton radial forging machine




Recommended reading

Unlocking the Secrets of Forging: The Performance Code of Classic Processes

Must-Read for Ring Forging: Advantages and Applications of the Forge-Rolling Process

Open-Die Forging vs. Ring Rolling: Helping You Choose the Optimal Forging Process

Unlocking Heat Treatment: How to Make Forgings Stronger, Tougher, and More Reliable






